
What do I do if I encounter a print error?
When FDM 3D printing, there are a variety of problems which are common with all different brands of FDM printers.
Below are some of the common problems, their causes and ways they can be resolved.
Many of the errors will need to be resolved by uCreate staff.
Clogged nozzle.
Details of error
If the material is not extruding from the nozzle, the nozzle may be blocked. This is when filament has hardened inside the nozzle then adhered to the insides and blocked the flow of new filament.
When it might occur
Debris - Some materials can burn in the nozzle and block it.
Heat creep - When the hot end temperature is too high, heat can melt filament too high up resulting in a blockage.
A different material with a higher melting point being used in the nozzle previously - If a material with a high melting point has been used in a nozzle, and then later PLA is used, the temperature of the nozzle wont get high enough to melt any residue from the previous material.
How to fix it
Unload and reload in the filament.
If this does not work, speak to a member of uCreate staff.

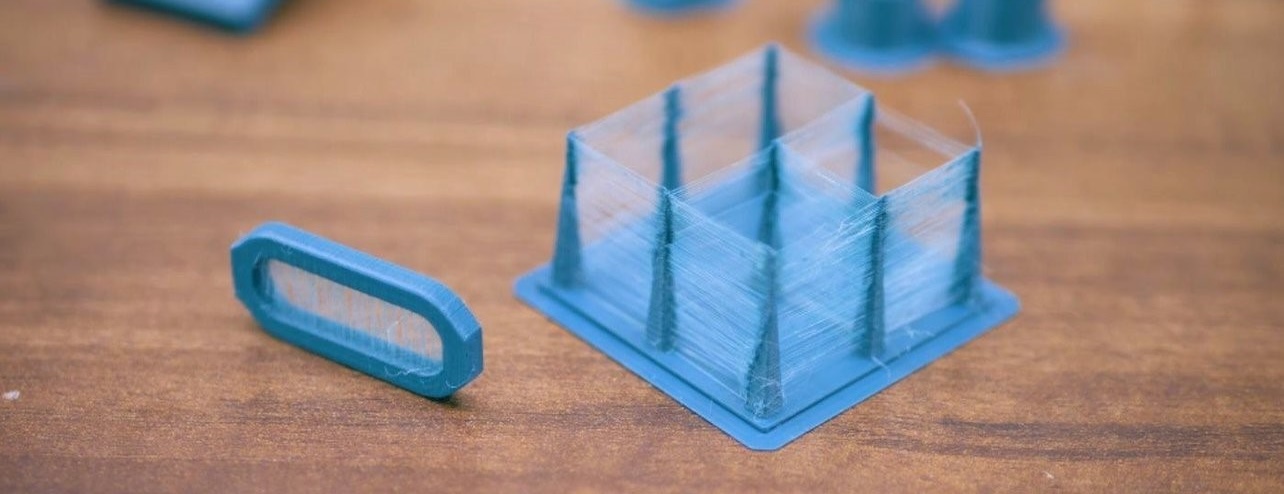
Oozing (or stringing).
Details of error
Oozing (or 'Stringing') is when threads of plastic are left hanging between different parts of a print. This is due to small amounts of still liquid filament, on the end of the nozzle, being dragged into a thread from one place where the printer stopped printing to another separate place where it started printing again.
When it might occur
Incorrect retraction settings.
Incorrect minimum travel distance setting.
Incorrect temperature.
How to fix it
Ensure retraction is enabled.
Increase the retraction distance and speed.
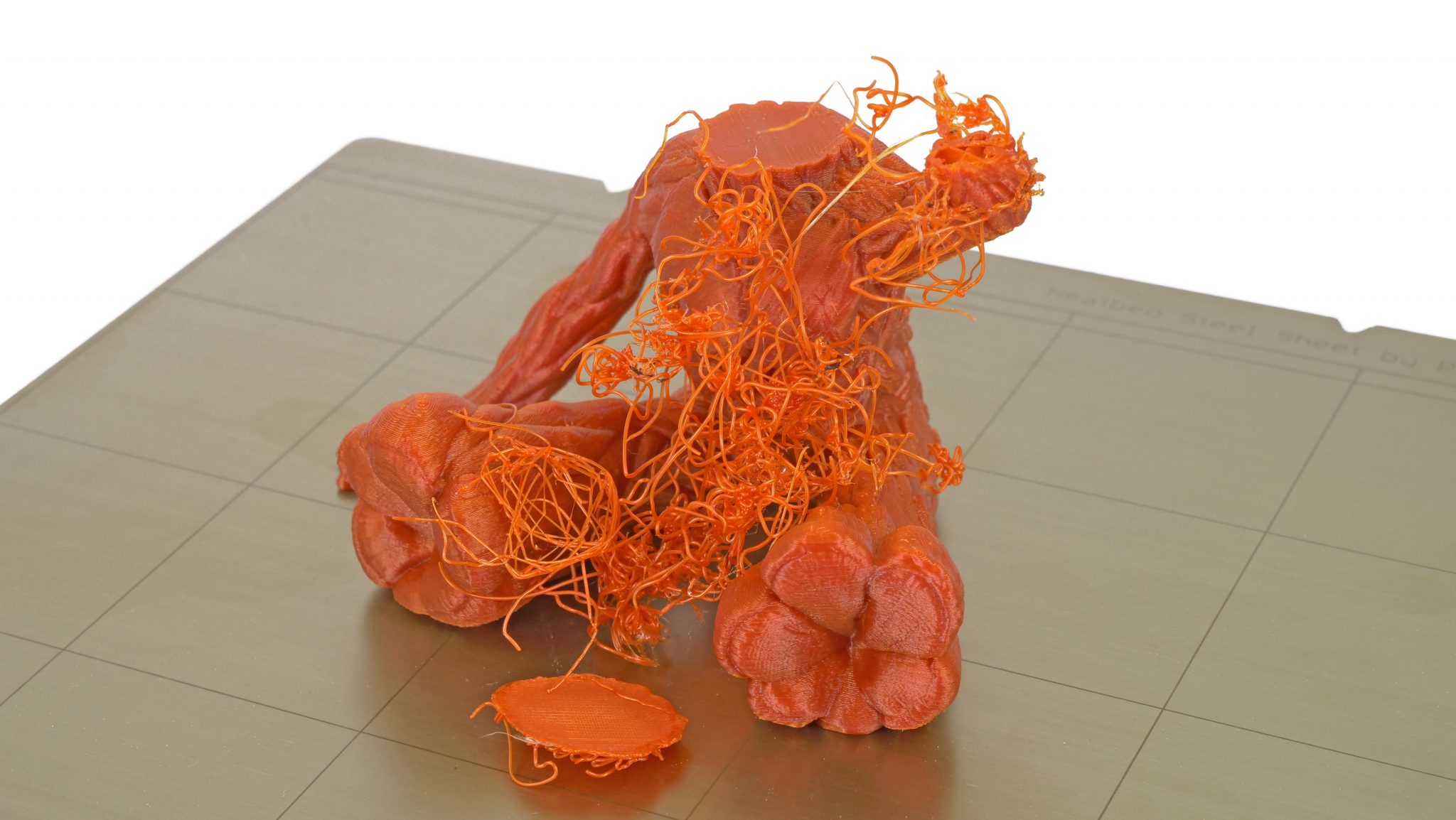
Under extrusion.
Details of error
If a 3D printer is under extruding, you will see little gaps in the sides of your print - whether in the model itself or the supports.
This effect is caused by not enough material coming out of the nozzle as the model is printed. The resulting model (if it finishes at all) is spongy, weak and light.
When it might occur
There are many possible causes for under-extrusion.
The print temperature is too high or too low.
The print speed is too fast.
The feeder tension is too high or too low.
The filament has become tangled on the reel.
The nozzle is partially clogged.
The nozzle is too close or far from the print bed.
The filament has absorbed too much moisture.
How to fix it
Unload and reload the filament.
Unload and inspect the filament. See if the feeder ground the filament. If it has, cut of the damaged filament and reload it into the printer.
Check that the filament is not tangled.
Check your print settings (temperatures) are correct.
If these do not work, speak to a member of uCreate staff.

Warping.
Details of error
Warping is when the underside of a print bends or buckles, usually due to how the plastic cools, and most often at the edges and corners.
When it might occur
Some filaments contract as they cool, if this cooling is too quick - or if different areas of the underside cool at different speeds, warping can occur.
How to fix it
Clean the build plate.
Level the build plate.
Add additional adhesion structures from the slicer software.
Make sure the door of the printer is closed to keep the temperature inside constant.
Make sure you have the correct print bed temperature

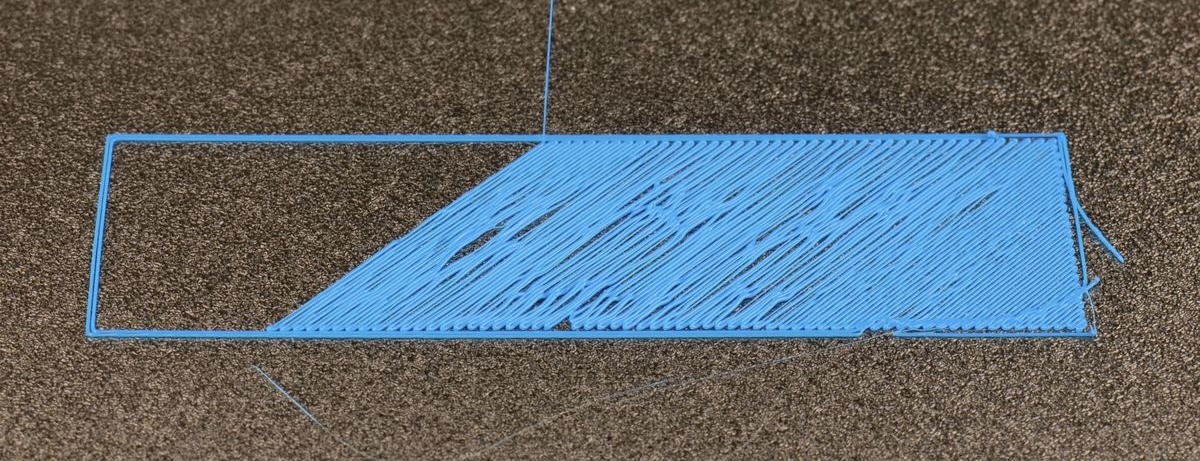
Print not sticking to the print bed.
Details of error
The first layer is the most important layer in 3D printing. When the extruded filament doesn’t stick to print bed in the first layer the print will generally fail. If the machine is left printing in this state it will waste a lot of material and can cause a lot of damage to the printer.
When it might occur
Insufficient adhesion - due to either not enough surface area, incorrect build plate temperature or an unclean build plate.
The print bed is not level.
The nozzle is too close or too far from the print bed.
The print settings are not correct (first layer speed, printing temperature).
How to fix it
Level the bed and calibrate nozzle to bed distance.
Clean the print bed - even the oils from your fingers can make it harder for filament to adhere properly.
Check that your printing temperature is correct.
Check that your print bed temperature is correct.
Reduce the print speed for the first layer.
Add additional adhesion structures from the slicer software.
Filament grinding.
Details of error
When the filament movement is incorrect or blocked and the filament in the feeder cannot move, the rotating gear of the feeder may grind away at the filament. This can also happen if the filament in the feeder is held too tightly or loosely.
When it might occur
Clogged nozzle.
Incorrect nozzle temperature.
Too low or high tension in the feeder.
Printing speed too fast.
How to fix it
Unload the filament and cut the ground filament part off, then reload the filament.
Make sure that nozzle is not clogged.
Decrease the print speed.
Check the nozzle temperature is correct.
If these do not work, speak to a member of uCreate staff.
